Power & Energy
|
討論重點項目:
[ 電動車快速發展下的資源與環境雙重挑戰 ] 隨著電動車(EV)市場規模快速成長,對鋰、鈷、鎳、石墨等關鍵礦物的需求大幅上升,這也對全球資源供應與環境保護提出更高挑戰。這些原材料的開採往往集中於少數幾個國家,容易因政治風險或貿易限制導致供應鏈中斷,此外,開採與提煉過程若缺乏監管,可能造成水資源污染、生態破壞與碳排放增加。 為確保電池品質與安全性,產業需依賴先進檢測儀器與精密控制技術來監控製程,從源頭提升產品的一致性與穩定性。另一方面,隨著電動車逐步普及,報廢電池的數量也持續攀升,回收再利用成為維持資源循環與減輕環境壓力的關鍵。 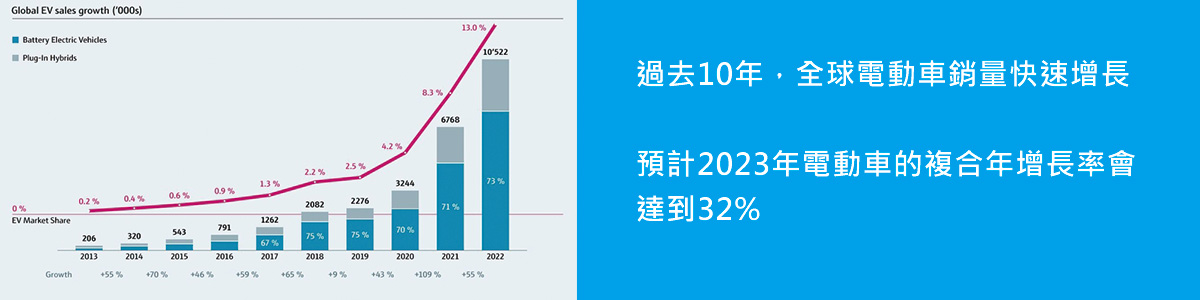 全球供應鏈壓力:原材料集中與地緣政治風險 電動車電池的製造高度仰賴特定金屬資源,尤其是鋰主要分布在南美「鋰三角」(阿根廷、玻利維亞、智利),鈷則約有七成產自剛果民主共和國。這種供應高度集中的狀況,使電池供應鏈容易受到地緣政治、貿易政策與勞動條件等外部因素影響,進而造成供應中斷或價格劇烈波動。隨著全球電動車銷量攀升,這些礦物資源的需求已遠超產能增長速度,為緩解此一風險,部分國家與企業已開始推動資源多元化策略,例如開發澳洲與加拿大的鋰礦、新技術提升回收率,或在供應協議中導入長期合約,以確保原料穩定來源。
上游挑戰:採礦對環境的衝擊與永續壓力 電池製造的第一步是原材料的提取,包括鋰、鈷、鎳與石墨等元素的開採。然而,這些開採作業多數涉及高耗水、高能耗與有害化學物質。例如,中國某些地區在開採稀土或鋰礦時採用強酸萃取法,不僅污染當地水源,也可能造成土地酸化與農業生產力下降。此外,開採作業常發生在環境脆弱或監管鬆散的國家,容易引發社會爭議與人權問題,剛果民主共和國部分鈷礦就存在童工與非正規開採問題,嚴重影響供應鏈的倫理形象。
為降低上游對環境的負面影響,產業正尋求更環保的替代方案,包括採用低碳開採技術、提高回收鋰與鈷的使用比例,或發展無鈷電池來減少對高風險資源的依賴。永續採購、供應商認證機制與ESG標準也正在成為全球電池製造業者的共同語言。 中游挑戰:材料精煉與製造技術瓶頸 原材料開採完成後,下一步便是精煉與轉化成電池可用的化學形式,以鋰為例,通常需加工為碳酸鋰或氫氧化鋰,才能作為電池正極材料的應用,這一過程需高度純淨度與嚴格控制雜質,否則會影響電池壽命、能量密度及安全性。
正極材料多數結合鎳與鈷,以提升能量密度;負極則以石墨為主,並塗佈於銅箔上;這些製程需依賴精密儀器監控材料結構與粒徑分布,以確保一致性,此外,電池管理系統(BMS)和熱控模組亦屬中游關鍵部件,負責監控溫度與充放電狀態,預防過熱與熱失控。不過,中游環節面臨的挑戰不僅是技術門檻,更包括產能瓶頸與供應鏈斷鏈的風險,全球多數精煉設施集中於亞洲,特別是中國,這使得其他地區在地化供應難度提高,為了解決這一問題,歐美已積極布局在地材料加工設施,以提升供應彈性與經濟安全性。 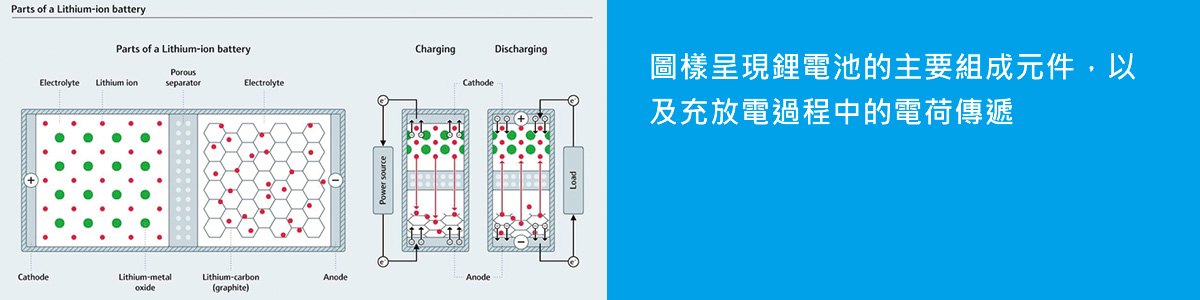 下游應用:電池模組組裝與充電基礎建設的短板 電池製造流程的最後階段為模組與系統整合,單體電池須依照電動車設計需求組成模組,再構成完整電池包(battery pack)。目前市面主流包含圓柱型、方型與軟包型三種結構,各有其能量密度與散熱表現的優缺點。然而,即使電池本身性能卓越,若缺乏完善的充電基礎建設,仍無法支撐電動車大規模普及,而當前,部分地區如中國已積極建置快充站與換電系統,但在其他國家仍存明顯缺口,而這個情況限制了消費者接受度,也使電動車無法充分發揮效能。為了克服這一個挑戰,產業正投入快充技術升級,並同步研發固態電池與氫燃料電池作為替代方案。尤其是固態電池具備更高安全性與能量密度,有潛力顛覆現有電池架構,但技術尚未完全成熟,仍需時間與成本優化。
鋰電池安全風險與熱失控防護機制
鋰離子電池雖具備高能量密度與長壽命優勢,但其化學性質活潑,一旦發生結構破壞、內部短路或過充等異常狀況,極易引發熱失控現象。熱失控是一種自我強化的連鎖反應,當內部溫度快速上升時,會促使電解質分解並釋放易燃氣體(如氫氣、乙烯與甲烷),進而引起燃燒甚至爆炸。而此類事故常源自電池模組受到外力衝擊、製造瑕疵或電池管理系統(BMS)監控失效,一旦熱失控啟動,即使切斷電源也難以中止反應,除非具備高效的抑制與隔離技術。為了降低此風險,目前業界普遍導入多重防護機制,包括:
此外,新興技術如「固態電池」因其不使用易燃液體電解質,也被視為解決熱失控風險的潛在突破。儘管固態技術尚未大規模商用,但其安全性與壽命表現皆優於傳統鋰電池,未來有望成為主流選項之一。
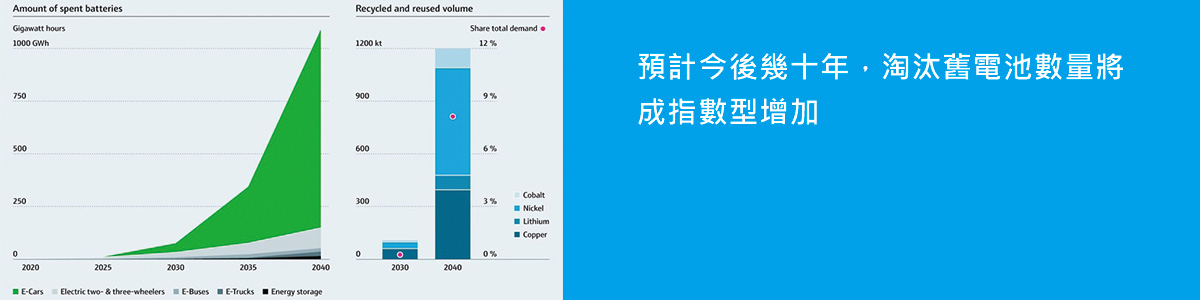
廢電池回收與再利用的關鍵技術與案例 隨著電動車大量進入市場,退役鋰電池的數量正在快速增加,若未妥善回收處理,將對環境與資源造成雙重壓力。電池中所含的鋰、鈷、鎳等金屬資源具備高度回收價值,而其回收與再利用更是實現循環經濟、降低碳排放的重要環節。
目前主流的電池回收技術可分為以下三類:
隨著各國法規趨嚴,歐盟將於2030年起要求電池必須含有一定比例的回收金屬,回收市場潛力巨大。未來,透過技術革新、政策引導與產業合作,電池回收不僅能有效減少資源浪費,更將成為電動車產業永續轉型的核心驅動力。當前實際回收案例包含了:
可持續供應鏈建構的全球趨勢與解方[全球趨勢與政策推動]
- 原料來源多元化與地緣政治風險因應 - 供應鏈透明化與責任採購機制 疫情與地緣政治危機凸顯全球供應鏈的脆弱性,越來越多企業選擇在北美、歐洲或東南亞建立本地化的電池產線與材料廠。例如,Panasonic與Redwood Materials在美國內華達州打造垂直整合的電池生產園區,降低運輸碳排,提升供應效率與彈性。 [實現永續的三大策略解方]- 強化綠色製造技術 - 建構回收驅動的「閉環供應鏈」 - 政府與產業協同合作推動永續標準 常見問題解答為了實現更具可持續性的電動車電池供應鏈,我們可以怎麼做?
》延伸閱讀:鋰電池產業鏈 》延伸閱讀: 為鋰電池生產提供動力 |